Why Banded Belts Just Make Sense
How Banding Improves Belt Performance and Longevity
Overview
No matter the type of manufacturing process… as the number of belts increases, the more chance there will be a loose belt in the mix, or a belt that is simply not pulling its fair share, causing vibration/bounding (aka slapping). For decades, we have been putting up with belt-driven equipment failures leading to unnecessary downtime. Problems have ranged from slipping belts to broken belts to premature wear of belts. Not to mention the high cost to repair/replace belts driving up maintenance costs. But, with the advent of “banded” belts, we no longer have to tolerate such annoyances.
Multiple Single Belts vs Banded Belts
When compared side-by-side, the benefits of banded belts become clear.
Multiple single belts
The trouble with a drive having multiple single belts (sometimes as many as ten belts) is that they may not be the same exact length. That means inconsistent pulling of weight and causing the other belts to wear out faster. It can also mean slipping and potentially tangling up with adjacent belts. This often results in either breaking the belt or throwing it off the sheave altogether.
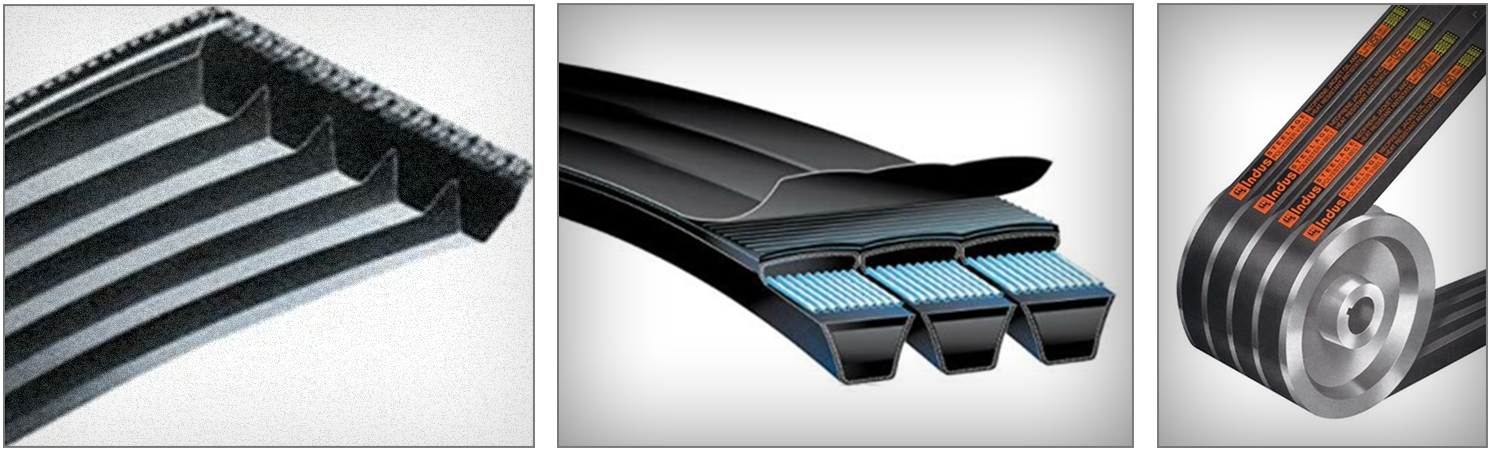
Banded belts
The unique banding of multiple belts creates one integrated unit, with a common surface. This not only ensures the same length across all belts, but it also keeps the belts securely in place. Every belt, thus, pulls its own weight and is not in danger of slippage. This cost-effective solution minimizes downtime and reduces maintenance.
Maintaining Belt Tension
The maintenance of belt tension on a multiple belt application was a driving force to develop banded belts. In the past, “matched sets” were the closest we came to having multiple belts sold in one sleeve or tied together. While it appeared to address the issue of uniform tension, this was before sonic tension devices were available (previously, force-deflection tools were used). Technicians installing belts faced frustration in finding the right sized belts with the same tension, only to be told that pulling 5 Hz above or below the other belts was “good enough.” But experience has proved otherwise. Even when you try to match the manufacture run numbers to sequential numbers as you pull the belts from your storeroom stock, you can still have issues.
Example
The image below is from a fan belt drive that uses ten belts. The unit was not tripping any vibration alarms/issues, but you can plainly see from the strobe inspection that there are belt issues and the one at the bottom needs to be addressed before it becomes a bigger problem, i.e. eventually getting loose enough that it could fail by catching an adjacent belt or flipping off the sheave and catching other belts, causing them to also come off track.

The two belts shown at the top of the image are loose but not as serious as the bottom belt. The extremely loose belt is not carrying any load at all, increasing the load on the others by 10%. The two somewhat loose belts are shedding a percentage of their load to other belts. This causes a reduction in the load-carrying capacity of the belt set and places the burden on the seven intact belts.
Consider:
If we have a 300 HP motor driving 10 belts, each belt carries 30 HP. Now we have the same application of 300 HP across 7 belts. So, each belt now carries 42.8 HP. That is an increase of 12.8 HP, or around a 42% increase in the belt loads for each belt. That is a significant change!
In this scenario, it is only a matter of time before the belt-driven equipment fails or requires maintenance. You could just tighten up the belts to try to reduce the looseness by finding a “happy medium” but then you risk the chances of increased bearing load and an additional shutdown of the machine. Either way, operations are interrupted, and costs are incurred. A preventive solution is the installation of a banded belt system, which may seem more expensive at first glance, but upon closer look is actually less expensive than purchasing ten single belts. And don’t forget, all ten belts would need to be replaced whether they need it or not.
Pros and Cons of Banded Belts
The banded belt solution has many benefits over the use of multiple single belts. These pros include:
- Avoid belt slippage and damage
- Reduce the heat on the sheave due to less friction
- Extend belt life cycle
- Reduce equipment downtime
- Lower maintenance costs
To be fair, there are some downsides to take into account. The banded belt cons include:
- Not typically a stocked item at most vendors
- Longer lead times to purchase
- Need to adjust spare parts strategy
- Requires more inventory in your storeroom
Conclusion
If you are having a lot of failures with belt-driven equipment, it could very well be due to the multiple single belt configuration problems discussed in this blog. The alternative for improved reliability is to invest in banded belts, as the best way to avoid slippage and associated wear/damage issues. Given the discussion above, it is a solution well worth considering. Allied Reliability can help by assessing your situation and making recommendations to mitigate precision belt maintenance.
ABOUT ALLIED RELIABILITY
Allied Reliability provides asset management consulting and predictive maintenance solutions across the lifecycle of your production assets to deliver required throughput at lowest operating cost while managing asset risk. We do this by partnering with our clients, applying our proven asset management methodology, and leveraging decades of practitioner experience across more verticals than any other provider. Our asset management solutions include Consulting & Training, Condition-based Maintenance, Industrial Staffing, Electrical Services, and Machine Reliability.
Subscribe to our Blog
Receive the latest insights on reliability, maintenance, and asset management best practices.