Preventive Maintenance Evaluation (PME) takes a Total Productive Maintenance (TPM) approach to evaluating the current Preventive Maintenance (PM) system, sorting them based on type, and then determining if the task steps should be replaced, deleted, done differently, or left as is.
It is based on evaluating the current steps of the task list individually and determining if the task step meets certain criteria. The result is a recommended action for each step. This serves as a fast method to go through tasks but does not evaluate the overall effectiveness of the task list or frequency of performance.
Overview of the PME Process
PME takes each task step and asks the following questions:
Does the step add value?
Can it be replaced by PdM methods?
Should it be on a lubrication route?
Could it be assigned to operator care?
Does the step need to be written differently (reengineered)?
Is it good as written?
The evaluator, based on the answer, then assigns one of the following recommendations:
No Value Added
Reassign: Lubrication Route
Reassign: Operator Care
Replace with PdM (specify type(s))
Reengineer – with comment(s)
No Modification Required
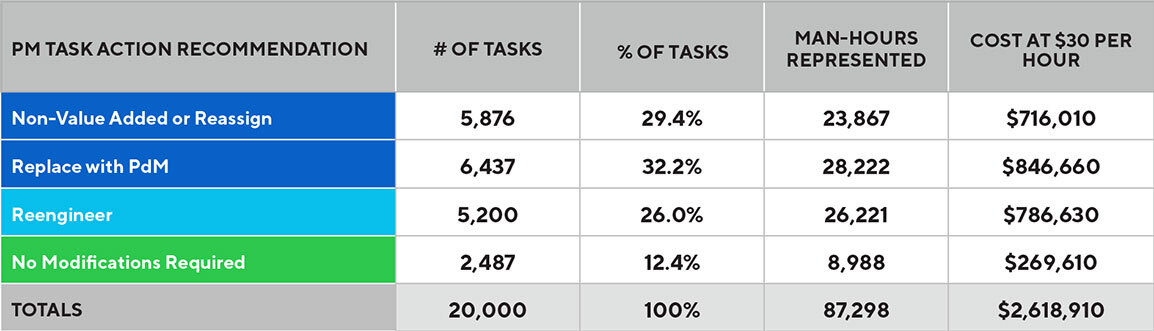
PME Example
Look at the results from a recent PM evaluation involving 20,000 PMs at a steel mill. Now you can see the opportunities to save time and money – in real dollars:
Save $716,010 by eliminating the nonvalue added PMs or reassigning them to operations.
Replace $846,660 worth of PMs with more cost-effective Predictive Maintenance (PdM).
Reengineer $786,630 worth of PMs so they truly add value.
Over half of all the PM work at this plant could be stopped – or replaced with PdM – without consequences. And that is just the tip of the iceberg. That is why an independent evaluation of your PM program is the fastest, easiest, and surest way to get your costs under control.
Preventive Maintenance Optimization
Preventive Maintenance Optimization (PMO) builds on the PME by evaluating the task based on whether it prevents a failure, the failure needs to be prevented, and there is a better way to do it.
This process is essentially a targeted simplified Failure Mode and Effects Analysis (FMEA). This is also more focused on where the equipment is being used. The same model motor in a heating system may not be as important as one in a process line, and therefore not cost-effective to maintain.
Overview of the PMO Process
PMO takes each task list and PM and evaluates them utilizing the PME approach considering equipment history and functional failure prevention/alleviation. It asks the following questions:
No Value Added
Validity: Does it prevent or mitigate a failure?
Method: Can it be replaced with PdM or something non-intrusive?
Cost-Effectiveness: Is it cheaper to replace than maintain? (Include the cost of down equipment impact.)
Frequency: Is the frequency based on actual needs or just “the way it has always been done”? Based on the results of these questions, possible recommendations/actions include: Failure does not need to be prevented.
Failure prevention is not cost-effective.
Task list can cause damage to equipment – re-engineer.